
配料系统的精度控制
重力式自动装料秤,不同等级都有相应的允许误差,由装料秤组成的配料系 统的精度控制,在于一个“慢”字,同时也要兼顾效率。
1.引言
日常中大米包装机、混凝土搅拌站、水泥包 装机、饲料包装机等所用的配料秤,都属于重力 式自动装料衡器,按准确度等级不同、不同量的 装料质量有不同的配料允许误差,从高到低有五 个准确度等级,分别是X (0.1、X (0.2、X (0.5、X (1、X (2 ,允许误差限在《HG 564-2002重力式 自动装料衡器定量自动衡器检定规程》有具 体的五个表格。这里主要说说装料秤配料系统的 精度控制,其中又多以混凝土搅拌站的配料秤为 例。
2.混凝土搅拌站配料系统组成及精度要求
混凝土搅拌站配料系统由骨料(砂、石)秤、 粉料冰泥、煤灰、矿粉、掺合料等秤、水 晴水、污水秤、添加剂秤等组成。
除骨料秤定成X (2级外,其他物料都是X (1 级。除添加剂配料量有可能小于15kg外,其他物 料配料量都会大于15kg。配料量大于15kg时,检 定允许误差X (1级为±0.7"% , (2级为±0.4"%。 添加剂配料量在1kg到10kg间检定允许误差 为土 1.05% ,在10kg到15kg间检定允许误差为 105g。
交通部相应规程HG交通071-2006的误差允许大一点,除水泥?"%外,其他料都是±2"%。
3.精度控制关键因素
不管是哪个规程,要每盘都达到上述配料精 度,不是件容易的事,关键是控制配料提前量。提前量是指配料动作停止起,到物料完全落到秤斗 止,那一段物料的重量。
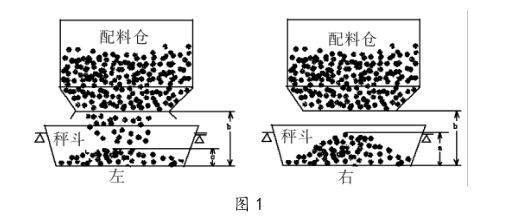
如图1所示,配料过程中关闭配料口那一刻到 秤完全稳定时的质量差,也就是说配料斗关门时 还有一些料在空中,没落到秤斗上,这些料的重 量我们称它提前量,如图1左右两图所示,当b-a 大的时候,说明提前量大,反之提前量就小。
设配料口关闭那一刻的仪表示值为Li,秤完 全稳定时仪表示值为^,提前量为L,配方值为 S,则:
L2=L1+L
我们的目标是h=S,或者(L2-S /S的百分数小于允许误差,否则就是超差。
从中我们可以看出,提前量是否准确直接影 响到配料的精度。各种物料的状况变化会直接改 变提前量的值,比如说砂,干净的砂,流速均匀, 下料流畅,则提前量大点,若含水多、含粉量大 甚至含泥量大,则提前量会小。
所以说控制精度实际上就是控制提前量,并 且是自动控制,自动补偿。
补偿是指,比如说上一盘料配料时,提前量 是Lu配料实际值是L,配方是S,当(L-S/S百 分比的绝对值大于允许误差,就要在下一盘料进 行补偿,修正提前量。设下一盘的提前量为匕, 有的人采用全值补偿,就是LfLi+(L-S,这种方 法能比较快补偿过来,但也容易造成震荡,就是 上一盘负超差,下一盘把负的那部分补偿过来, 但又容易正超差。而采用半值补偿就能避免这种 情况,如公式Q。
L2=Li+ (l-S 2 2
这是在配料超差时程序对提前量的一种实时 调整,是事后修正,我们的目标是预防超差,提 前控制。
我们清楚,下料速度快,提前量就会大,反 之就小,那我们就要它慢,越慢越好,可又不能 不顾效率,这就要从硬件软件一起入手,主要是 硬件。下面就从搅拌站各配料系统进行分析。
4.配料系统精度控制硬件设计
配料既要准,又要讲究效率,那就要设置粗 精配,意思是开始粗配,到粗配比例后转成精配, 就是开始要快,后面要慢。
4.1骨料秤
骨料秤一般采用配料机,用电磁阀控制气缸 来开关配料仓门,如图2所示。
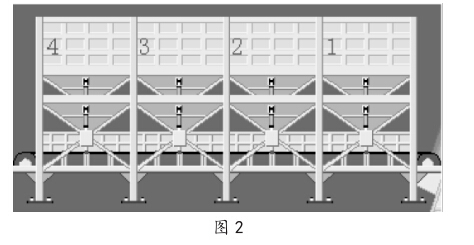
图2中上面气缸控制的是料仓门,下面气缸 控制的是秤斗门,底下是皮带机。
料仓门一般设计成两个,一大一小,设粗配 比为80%,配方为1000kg,启动配料,两门一起 开,粗配,配到800kg后,关大门,留小门,精 配,设小门提前量L为80kg,配到920kg时,关 小门。
稳定后,记录实际配料量,1002kg,误差在 允许范围内,准确配料成功。
这里关键是设置粗配比,尽可能大,原则是 小门出来的料不至于顶到小门,需要在运行过程中观察得出经验值。
对配料要求更高的会将小门改成小皮带来配 料,小皮带用变频器来控制,这样可以设置成三 级配,如粗配80% ,中配15% ,精配5% ,上述 例子,配料到800kg,关大门,留小皮带,到 950kg,逐渐降低频率,到卯5kg,小皮带停止, 稳定后,记录实际配料量,1000kg,无误差,准 确配料成功。
这种方式可以将提前量控制得很小,如上述的 5kg,精度完全能得到保证,只是成本增加了不少。
4.2 粉料秤
粉料配料采用螺旋输送机,有的也采用风槽, 如图3所示。
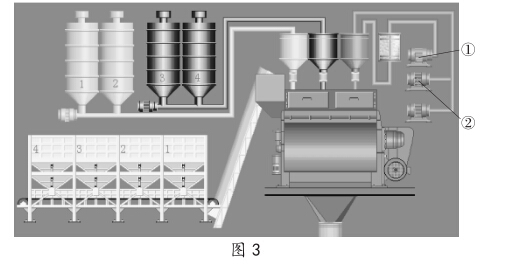
图3中筒仓下部连接的就是螺旋输送机,中 间几个罐子模样的东西是秤体,①、②是水秤添 加剂秤。
陡一点螺旋机比提前量好控制些,管径小的 螺旋机提前量小一点。要求高的一种料可安装两 条螺旋机,一大一小,一起开粗配,精配时只开 小的。风槽的运行成本低,但提前量不好控制, 不建议使用。
4.3水秤、添加剂秤
搅拌站使用的添加剂大部分是液态的,配料 控制方法跟水秤一样,设置粗细两个进料管,粗 配时一起开,精配时只开细管。
5.配方变化幅度大的处理方法
物料在秤体里堆放会产生一个锥,有一个堆积 度,如图1所示,配方小时物料堆积度小,离配料 门间的距离就大,相应的提前量就大,反之就小。
比如砂秤,一方料600kg时的提前量是 160kg,两方料1200kg时就有可能是100kg,三方 就会更小。这时运用公式(2自动修正提前量的 话就来不及,修正过来可能下一车料如共4盘 料都打完了,这样就造成盘盘都超差。
这种情况下就必须在配方变化大时预先改变 提前量,这种改变可以是按经验手动的,最好是 自动改。方法可以是在程序中预先设置好某一配 料段的相对准确提前量,启动时,先判断配方量 在哪一段,调取相应的提前量,再开始配料,此 时就算超差也不会太大,运用公式(2自动修正 后,记录准确的提前量。
当然若是采用高成本如变频器控制的骨料秤 就可以不用这种方法了,因为它几乎不会超差。
6.结束语
本文所述配料系统的精度控制,在大米包装 机,水泥包装机等设备上也适用,前快后慢,只 要控制好精配的提前量,配料的精度都能得到保 证,效率也不会受到大的影响,在我们的检定工 作中也验证了这一点。
