
基于二维码的无人值守检斤管理系统设计
本文根据葫芦岛锌业股份有限公司目前进出库车辆管理现状,提出来一套简便可行的无人值守的检斤称重管理系统。该系 统采用红外感应等传感器,以及摄像头图像技术,对车辆现场进行检测和控制,并通过网络实现各个部门之间的数据交换和实时远程管 理。系统通过二维码技术,生成固定格式的二维码并打印在配货的票据上,通过对二维码信息的扫描读取,实现了检斤环节的无人值守, 减少了人员配置,提高工厂物流管理的现代化水平。该二维码信息将贯穿于从订货、备货、出货、入厂、检斤、质检、入库等各个环节,通过 工业以太网实现数据实时共享,从而达到现代化物流管理的目标。
1.概述
随着葫芦岛锌业股份有限公司的生成规模的不断扩大,对企业 产品的出厂车辆以及公司采购生产物资的入厂车辆的检斤管理工 作既繁琐又容易出错。车辆进出厂检斤环节与其它之间、入库等环 节的统一管理也非常重要。检斤环节,既要完成准确的质量测量,又 要完成车辆数据与物资、厂家、品牌、批次等信息的对应,又要将数 据同时与其它管理环节数据实时共享,然而这些工作在以前的管理 方式上很耗费人力,是企业管理的一个难点。于此同时还要预防少 量不法分子采用更换车牌重复过磅、更改车辆皮重等作弊手段,因 此,就有了本文提出的无人值守的智能检斤系统。为了实现检斤系统 的无人值守,该系统提出了一套从采购到供货的一套物流管理方 案,该方案主要基于二维码技术,一套固定格式的二维码将贯穿于 从订货、备货、出货、入厂、检斤、质检、入库等各个环节。在车辆管理 方面,从技术上有效防止作业货车盗窃货物的不法行为,同时提高 作业车辆的作业效率;在生产管理方面,通过信息化和网络化建设 有效提高计划控制和调度管理的实时性和准确性,简化检斤磅房工 作人员的操作,降低劳动强度,缩短车辆过磅的检斤时间,从而提高 公司的生产作业效率和管理水平。
2.系统解决方案设计
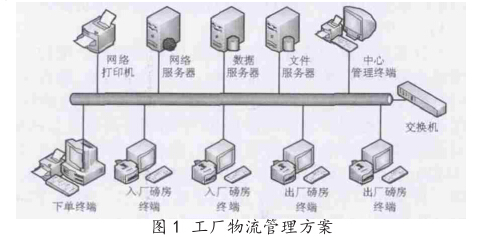
为了实现检斤系统的无人值守和物流管理的现代化,系统设计 工厂物流管理方案如图1所示。系统包括一个采购、销售下单终端主要负责生成采购材料、销售产品的订单,下单同时产生具有订单 信息的二维码信息,并打印在订单票据上。系统包括两个入厂磅房 终端和两个出厂磅房终端,负责进出厂车辆检斤数据采集,并将共 享到数据服务器和文件服务器上,供其他部门使用。整个系统可以 通过一个中心管理终端进行协同管理。系统通信建立在工业以太网 上,具有一台网络服务器和一台以太网交换机。
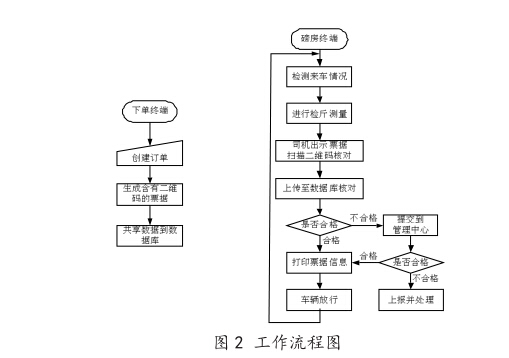
本系统采购与销售部门协同检斤部门进行工作,其流程如图2 所示。为了实现自动化检斤系统,减少人员操作,采购或销售部门在 下订单时需要生成二维码,以便于检斤系统实现无人值守、自动检 斤功能。磅房终端根据现场车辆情况,以及司机提供的带有二维码 的票据,自动核对信息并在票据上打印检斤结果。
3.关键技术
综上可知,本系统需要解决的两个关键问题:一是订单系统需 要生成含有订单信息的二维码,二是磅房终端进行检斤,并扫描二 维码进行数据核对。下面对这两项关键点进行详实说明。
3.1下单终端设计
本方案对订单的管理,主要是在传统的票据上增加了二维码。 二维码主要包含订单甲方单位名称、乙方单位名称、物资名称、职能 部门名称、经办人姓名,公司也可以根据需求添加其他的信息。例如 如图3所示二维码所含有的信息为“中冶葫芦岛有色金属集团有限 公司;山西凌源煤化有限公司;焦炭燃化潼宏刚车号98766 ;毛 重54420波重15340净重39080等等等等等等等。”。下单 终端一旦成功一笔订单之后,就会生成如图的二维码,同时将数据 共享到数据库,最终将打印在配货的票据上。
3.2 磅房终端设计
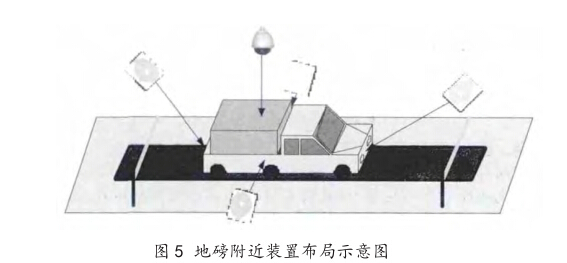
磅房终端所在的环节是工作量最繁琐、任务量最大的地方,也 是最容易出错、出现作弊的环节,本系统设计的无人值守磅房终端 结构如图所示。磅房终端的核心是现场的工业控制计算机,其组成 如图4所示。
工业控制计算机是磅房终端的核心控制装置,它根据安装在地 磅秤周围的红外对射传感器感应车来的方向和所处的位置决定控 制前后通行杆的起落,并采集称重信息。在现场还配置了五摄像头 组,用于对检斤车辆进行图像信息采集,防止车辆作弊。图中的扫描 打印机是一台多功能的打印机设备,它可以扫描票据上的二维码, 并将工控机获得的信息打印在票据上。触摸屏主要用于建立友好的 人机画面,用于显示检测的结果,及修改、确认、提交、报错等操作。 在车辆前后分别安装了红外对射传感器和起落杆,主要用于检测车 辆的位置,并对车辆位置进行限定,使车辆能够停到磅秤中心位置。 为了防止作弊,系统配备了 5个监视摄像头,分别位于检斤车辆的 前、后、左、右、顶部,通过摄像头的信息可以很清楚的看见检斤位置 是否合乎标准。具体布置如图5所示。
磅房终端主要完成两个任务:(1)一是车辆定位与称重:.检测 到车来,抬起第一道杆,等待车辆进入到磅秤内,放下第一道杆 确认车到位(红外、车辆检测器和地感线圈等;.开始称重,并保存 图像信息;d.上传数据到现场工控机。
()2) 二是数据处理与票据打印:a.司机递交票据,设备扫描票据 上的二维码,获得车辆配货信息。b.显示获取信息(双方公司名称、 物资名称、职能部门、经办人、车辆牌照等信息),司机确认信息,如 正确,则在触摸屏上点击确认,如果司机发现数据不正确,则可以选 择远程确认、处理,并等待反馈信息。c.数据上传到控制中心计算机、 或者下一部门。如需要远程验证,数据库验证,人员验证等,如入厂 与出厂时间间隔过长或者过短等,需要人工确认。d.打印车辆入厂 (出厂时间,车牌号,以及检斤结果(毛重、皮重、净動,并打印图像 信息(前、后、顶、左侧、右侧),返回票据;e.抬第二道杆放行,待检测 到车辆已经完全出去后再放下;进入待机状态,等待下一辆车到 来。
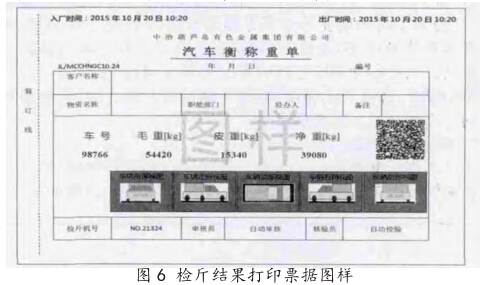
拟定返回的票据将含有以下信息:车辆检斤时间(入厂和出 厂),车牌号、检斤结果(毛重、皮重、净動、车辆检斤时的图像信息 (5个摄像头的图像。图6为票据模拟图样。
图中未填写信息为发货单位填写,二维码为本厂下单部门生 成,显示的图片、检斤与进出厂时间信息为磅房终端系统生成并打印。
4.结论
本系统通过在票据上打印二维码的方式,将订单信息有效的采 集到磅房终端中,减少了人员录入的繁琐工作量,同时也避免了人 为操作造成的错误,同时,系统采用红外对射传感器对车辆位置进 行监测,并控制起落杆限定车辆检斤位置,配合摄像头监控获得图 像信息,有效的放置车辆作弊事件的发生。整个系统建立在工业以 太网上,实现了数据、图像实时共享,如果出现不正常情况,可以进 行远程监控,实现了检斤现场的无人值守,为企业节省人员开支降 低了管理成本。
